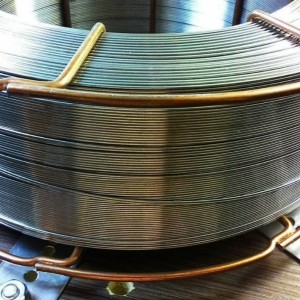
Сварочная проволока 3 мм Св-08А моток ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм3
- МаркаСв-08А
- Форма поставкиМоток
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм3
- МаркаСв-08А
- Форма поставкиМоток
Описание Сварочная проволока 3 мм Св-08А моток ГОСТ 2246-70
Сварочная проволока 3 мм Св-08А моток ГОСТ 2246-70 в наличии на складе в Махачкале от компании «Инметпром». Закажите сварочная проволока 3 мм Св-08А моток ГОСТ 2246-70 по номеру телефона +7 (903) 755-36-28, отправив запрос на электронную почту mahachkala@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Форма:Круглый
- Цвет:RAL 9005
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу

- Диаметр, мм:12
- ГОСТ/ТУ:ГОСТ 13840-68
- Цена: 101 268 ₽/м

- Цена: 70 ₽/м2
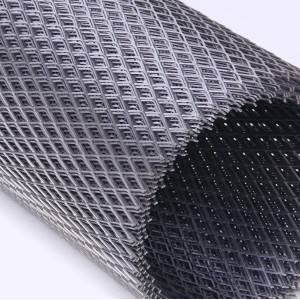
- Толщина, мм:0,5
- Тип:Штукатурная
- Длина, м:12
- Цена: 458 ₽/м2
- Цена: 21 ₽/шт

- Конструкция:Левая
- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Цена: 449 984 ₽/т

- Цена: 291 141 ₽/т

- Размер, мм:16
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: По запросу

- Цена: 753 493 ₽/т
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,3
- Цена: По запросу
- Поверхность:Омедненная
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab Autrod 12.51
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Форма поставки:Катушка
- Диаметр, мм:0,75
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Поверхность:Омедненная
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Для высокопроизводительной роботизированной сварки длинномерных швов однозначно предпочтительнее использовать сварочную проволоку, поставляемую на катушках или в упаковках большого веса (например, 250 кг в специальных картонных бочках типа "марафон" или на большегрузных металлических катушках). Это позволяет минимизировать частоту остановок робота для замены катушек, тем самым значительно повышая коэффициент использования дорогостоящего оборудования и общую производительность сварочного процесса.
Для сварки деталей из стали 40Х (среднеуглеродистая, легированная хромом), работающих в условиях знакопеременных нагрузок и требующих последующей термообработки, предпочтительнее использовать сварочную проволоку марки СВ-30ХГСА. Она обеспечивает получение наплавленного металла с более высокой прочностью и вязкостью, сопоставимыми со свойствами основного металла после закалки и отпуска, чем проволока СВ-18ХГС.
Сварной шов, выполненный проволокой СВ-08Г2С (углеродистая сталь) и не имеющий защитного покрытия, в атмосфере с содержанием сероводорода 10 мг/м³ и относительной влажностью 80% при температуре 20°C будет подвержен интенсивной сероводородной коррозии. Это приведет к значительному снижению механических свойств, охрупчиванию и возможному растрескиванию (сульфидное растрескивание под напряжением) в течение 12 месяцев эксплуатации. Данная проволока не подходит для таких условий без специальной защиты.
Основное преимущество использования порошковой проволоки с металлическим порошком в сердечнике (например, типа E70C-6M по классификации AWS A5.20) для сварки толстостенных изделий (например, из стали С345 толщиной 20 мм) в нижнем положении заключается в высокой производительности наплавки, хорошем формировании сварного шва, возможности ведения процесса сварки на повышенных токах и, зачастую, в получении лучших механических свойств металла шва.
Проволока СВ-08Х19Н10Г2Б, легированная бором, обеспечит более высокую прочность и лучшую стойкость к образованию горячих трещин сварного шва при криогенных температурах (до -196°C) на нержавеющей стали 12Х18Н10Т, чем проволока СВ-01Х19Н9 (с пониженным содержанием углерода, но без бора).
Недостаток применения активированной сварочной проволоки (например, СВ-08Г2С-А, содержащей повышенное количество раскисляющих и микролегирующих элементов) для сварки сталей с высоким содержанием углерода (более 0.45% С) может заключаться в увеличении склонности металла сварного шва к образованию горячих (кристаллизационных) трещин. Это связано с влиянием активирующих добавок на процесс кристаллизации металла шва и расширение температурного интервала хрупкости.
Проволока, поставляемая в катушках большой массы (15 кг и более, например, в бочках "марафон" по 250 кг), является более удобной и экономически целесообразной для поточного производства с использованием сварочных роботов или автоматизированных линий. Это связано с существенным сокращением времени простоев оборудования на замену катушек по сравнению с использованием стандартных катушек по 5 кг, что повышает общую производительность и эффективность процесса.